

This is the method the Jack Weigand promotes along with his barrel fitting fixture, which is what I use. I know there are several machinists on here and I welcome any input that would improve on what I am doing, but I am very comfortable with this process and am getting excellent results.
The barrel hood is to wide to fit into the slide, so first step is to measure the size of the barrel hood opening in the slide, I use Gage blocks to do this. the opening on this slide is .437


Next I need to know how much material to remove form the right side of the barrel hood. I have to do this side first because it is the only one I can measure and compare to the slide opening.
I set the slide and barrel in my slide fixture and I position the bottom lugs using gage blocks again. I have two sets, so I can use equal size blocks on both sides of the lugs.
On this one it take .136 blocks on each side for a snug fit.

Then using a height gage measure the top of the hood opening to the bottom of the barrel hood and compare measurements. In most cases there is additional material here that needs to be removed. this barrel is actually .0015 under sized here, so nothing gets removed from this side.



Next step is to measure total width of the barrel hood and remove the excess material from left side of barrel hood. So .454 barrel hood width - .437 slide hood width = .017 to remove...In this case I am going to factor in the .0015 under size on the right side and remove .0185 from the left side to make sure the barrel slides straight into the slide opening. It isn't much but it's there
Barrel goes into the fixture and indicate that the lugs are level, them remove excess material.

Once that is cut and the barrel fits into the slide opening it is time to cut the hood to length. EGW make a pretty good tool to measure the slide opening.
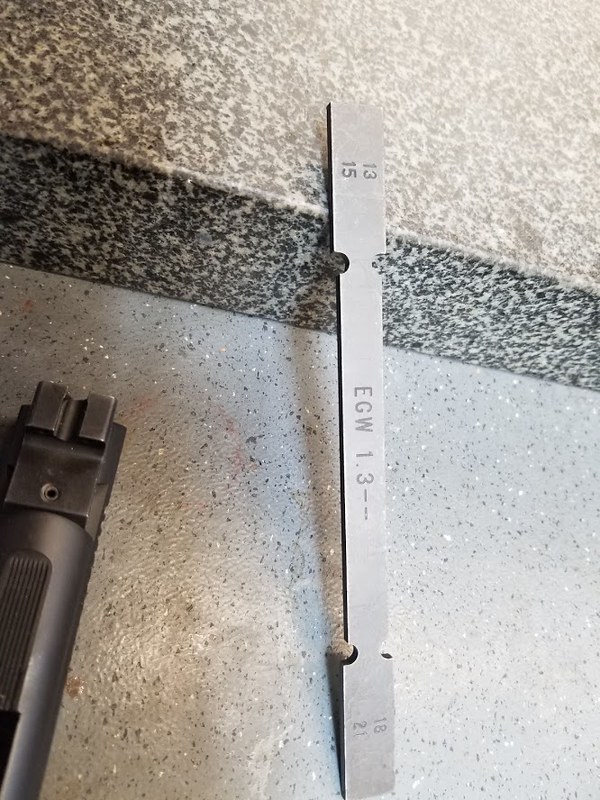

Then compare to barrel hood and remove excess material.


after fine tuning the cut and a little cleanup the barrel fits in place with a slight push and snaps back out like it should

At this point it would be time to fit the barrel bushing but the one in this gun is already fit, so skipping to the barrel lug cutting. Once the barrel goes into battery without bounce back a measurement needs to be taken to see how much material needs to be removed to allow the slide stop to fit. The slide stop measures .200 . Using gage pins a .177 pin fit snug. .200-.177 = .023 has to come off the lugs for the stop to fit in and lockup solid.

Barrel is set back up in the fixture and leveled off the lugs

The nice thing about this fixture is the barrel rotates at the barrel link pivot point and it does a great job of cutting the lug radius.


It creates excellent lug cuts

Polish feed ramp


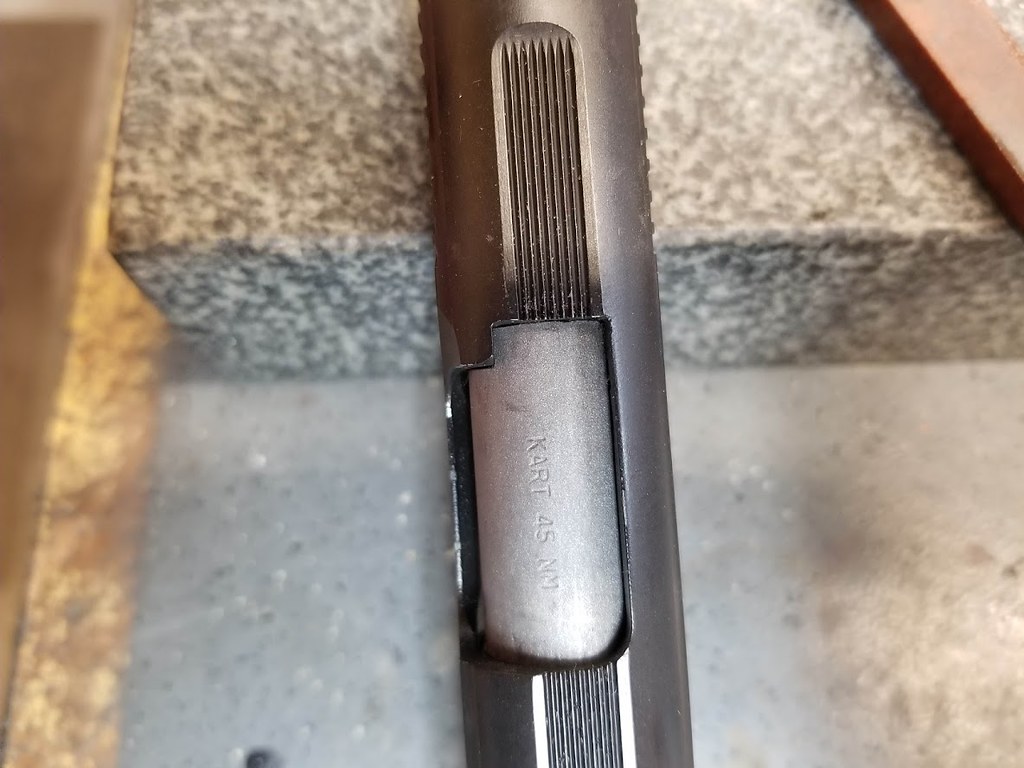
And done. This is a KART Match barrel. Excellent barrels. There are other things that go into checking final fit and clearance work along with finish reaming the chamber that may or may not need to be done. But I wanted to post the basics

The barrel hood is to wide to fit into the slide, so first step is to measure the size of the barrel hood opening in the slide, I use Gage blocks to do this. the opening on this slide is .437
Next I need to know how much material to remove form the right side of the barrel hood. I have to do this side first because it is the only one I can measure and compare to the slide opening.
I set the slide and barrel in my slide fixture and I position the bottom lugs using gage blocks again. I have two sets, so I can use equal size blocks on both sides of the lugs.
On this one it take .136 blocks on each side for a snug fit.
Then using a height gage measure the top of the hood opening to the bottom of the barrel hood and compare measurements. In most cases there is additional material here that needs to be removed. this barrel is actually .0015 under sized here, so nothing gets removed from this side.
Next step is to measure total width of the barrel hood and remove the excess material from left side of barrel hood. So .454 barrel hood width - .437 slide hood width = .017 to remove...In this case I am going to factor in the .0015 under size on the right side and remove .0185 from the left side to make sure the barrel slides straight into the slide opening. It isn't much but it's there
Barrel goes into the fixture and indicate that the lugs are level, them remove excess material.
Once that is cut and the barrel fits into the slide opening it is time to cut the hood to length. EGW make a pretty good tool to measure the slide opening.
Then compare to barrel hood and remove excess material.
after fine tuning the cut and a little cleanup the barrel fits in place with a slight push and snaps back out like it should
At this point it would be time to fit the barrel bushing but the one in this gun is already fit, so skipping to the barrel lug cutting. Once the barrel goes into battery without bounce back a measurement needs to be taken to see how much material needs to be removed to allow the slide stop to fit. The slide stop measures .200 . Using gage pins a .177 pin fit snug. .200-.177 = .023 has to come off the lugs for the stop to fit in and lockup solid.
Barrel is set back up in the fixture and leveled off the lugs
The nice thing about this fixture is the barrel rotates at the barrel link pivot point and it does a great job of cutting the lug radius.
It creates excellent lug cuts
Polish feed ramp
And done. This is a KART Match barrel. Excellent barrels. There are other things that go into checking final fit and clearance work along with finish reaming the chamber that may or may not need to be done. But I wanted to post the basics



