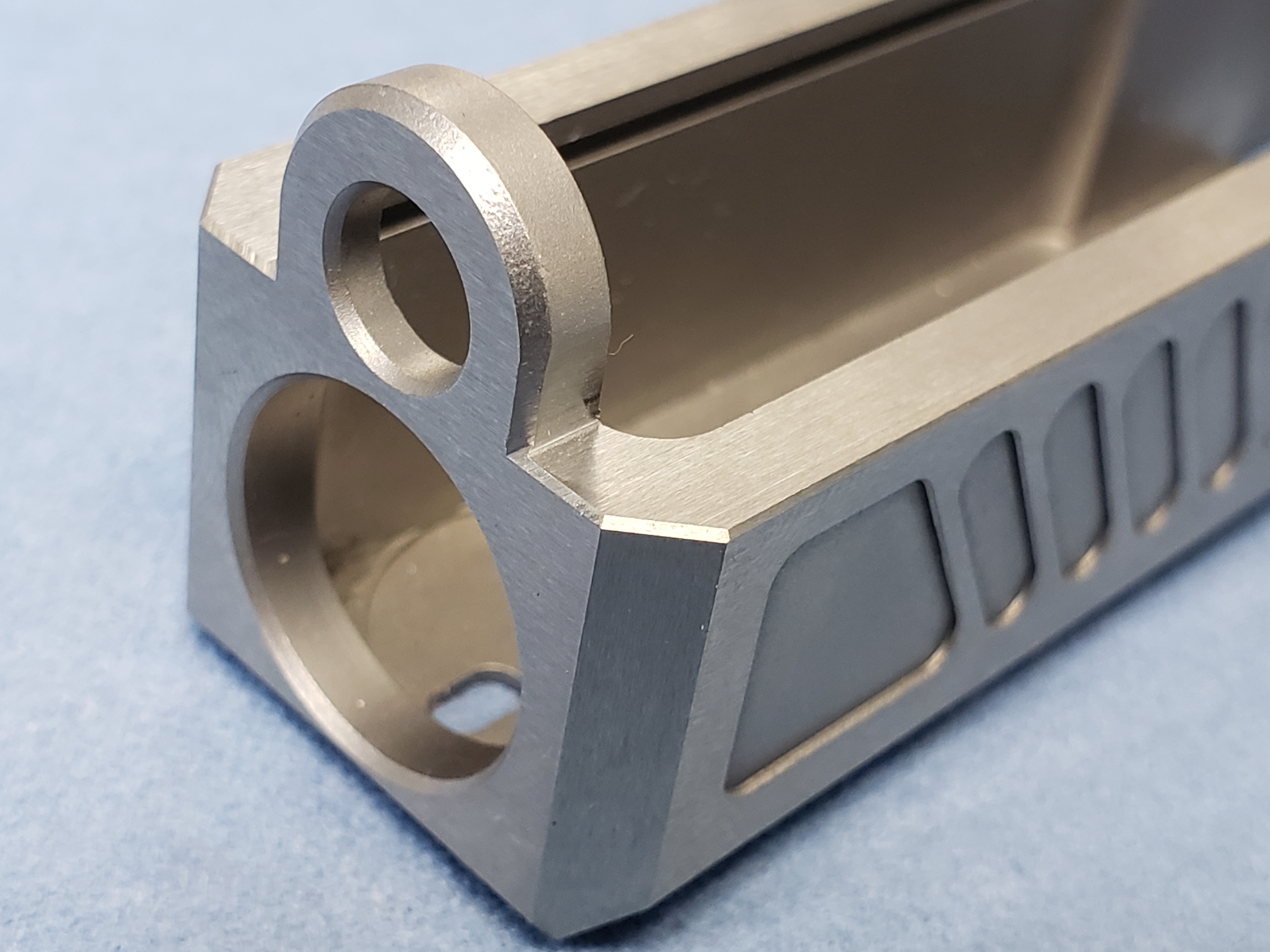
Nice carbon covered phalanges too!
^^ This sounds obscurely NSFW.
")
Nice carbon covered phalanges too!
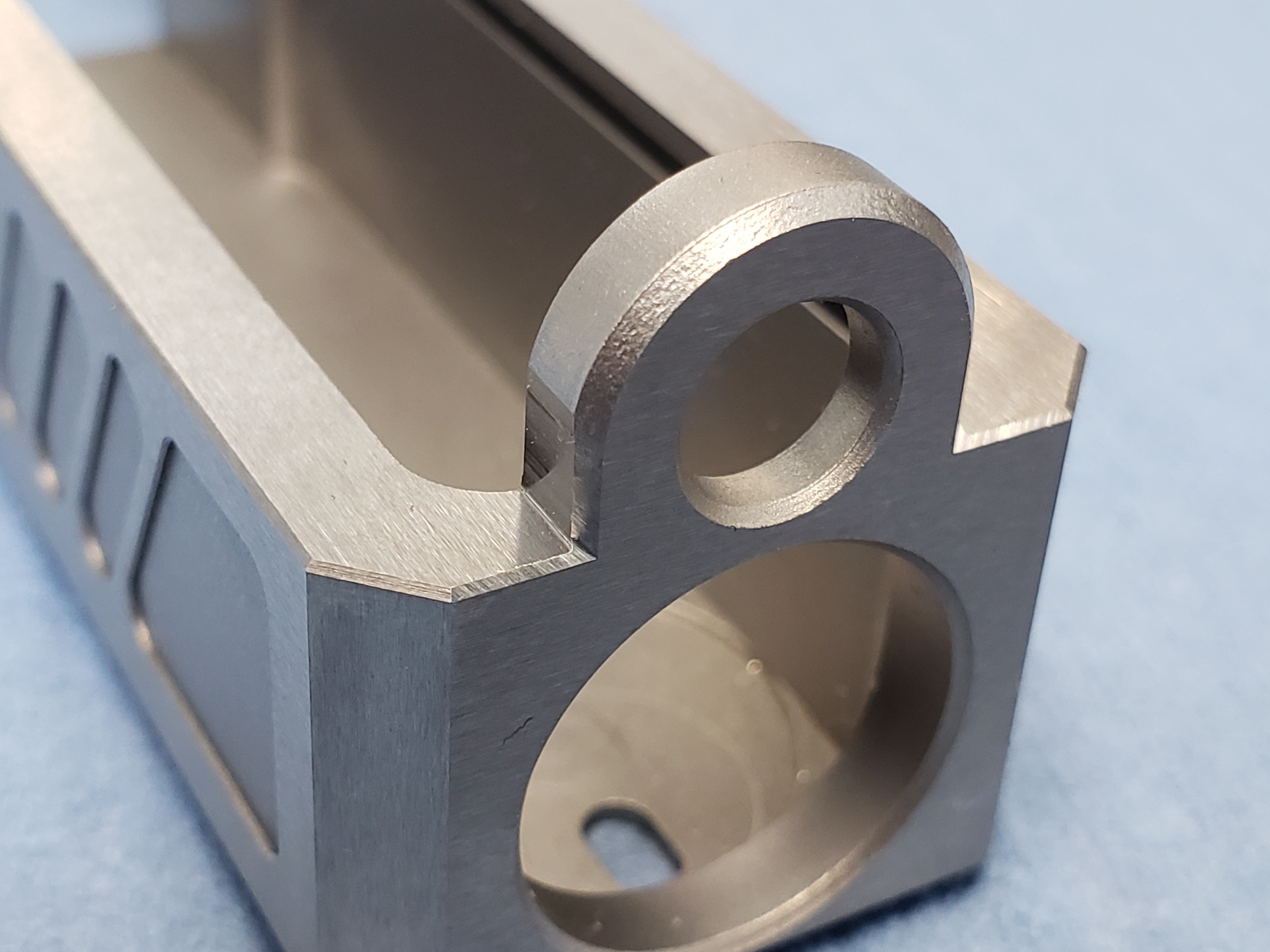
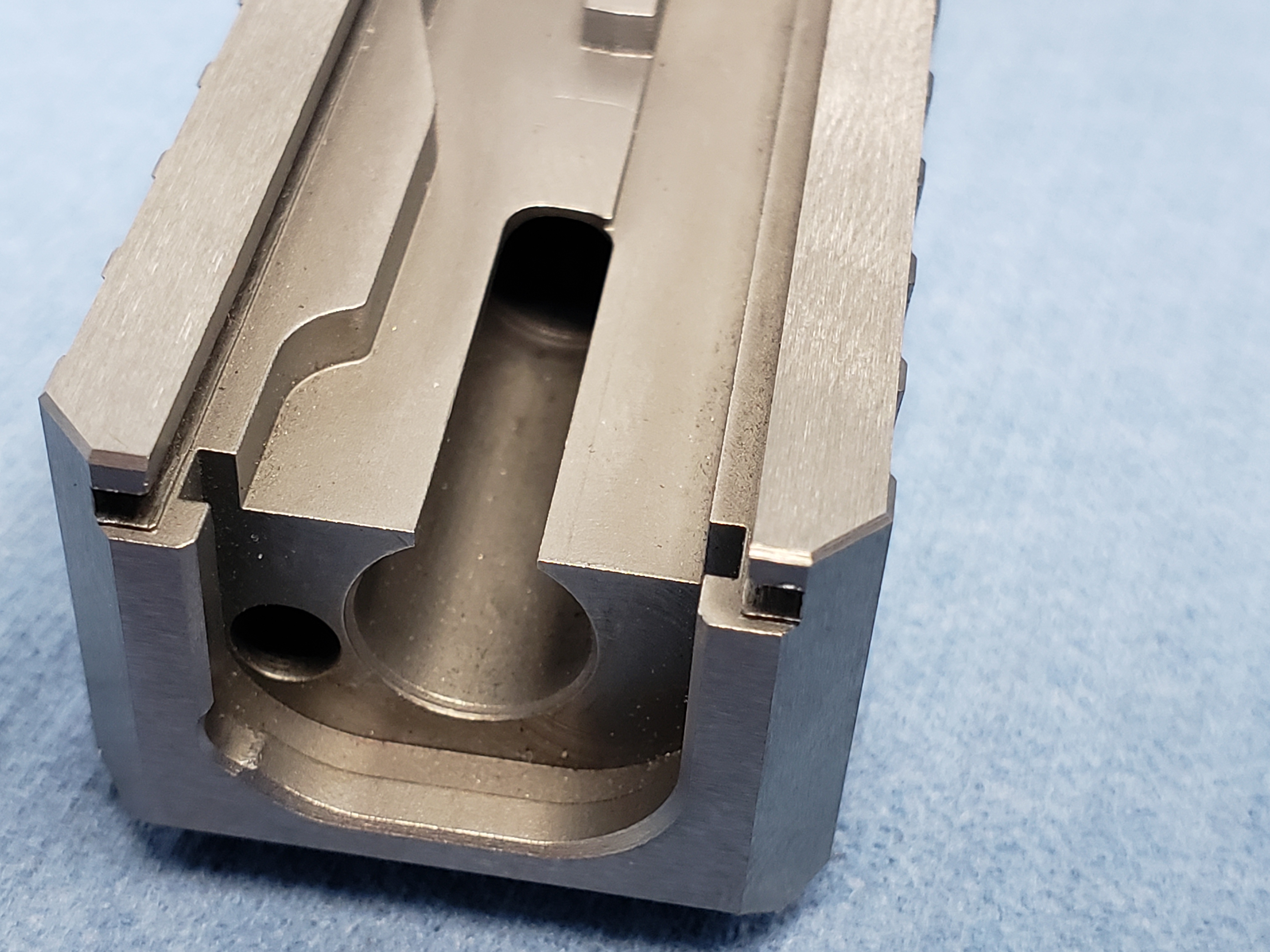
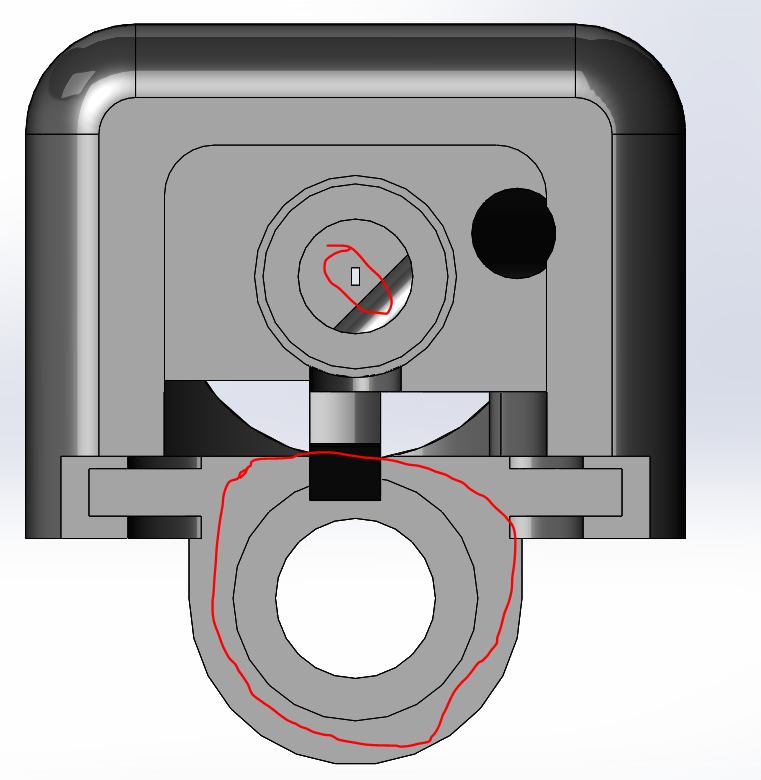
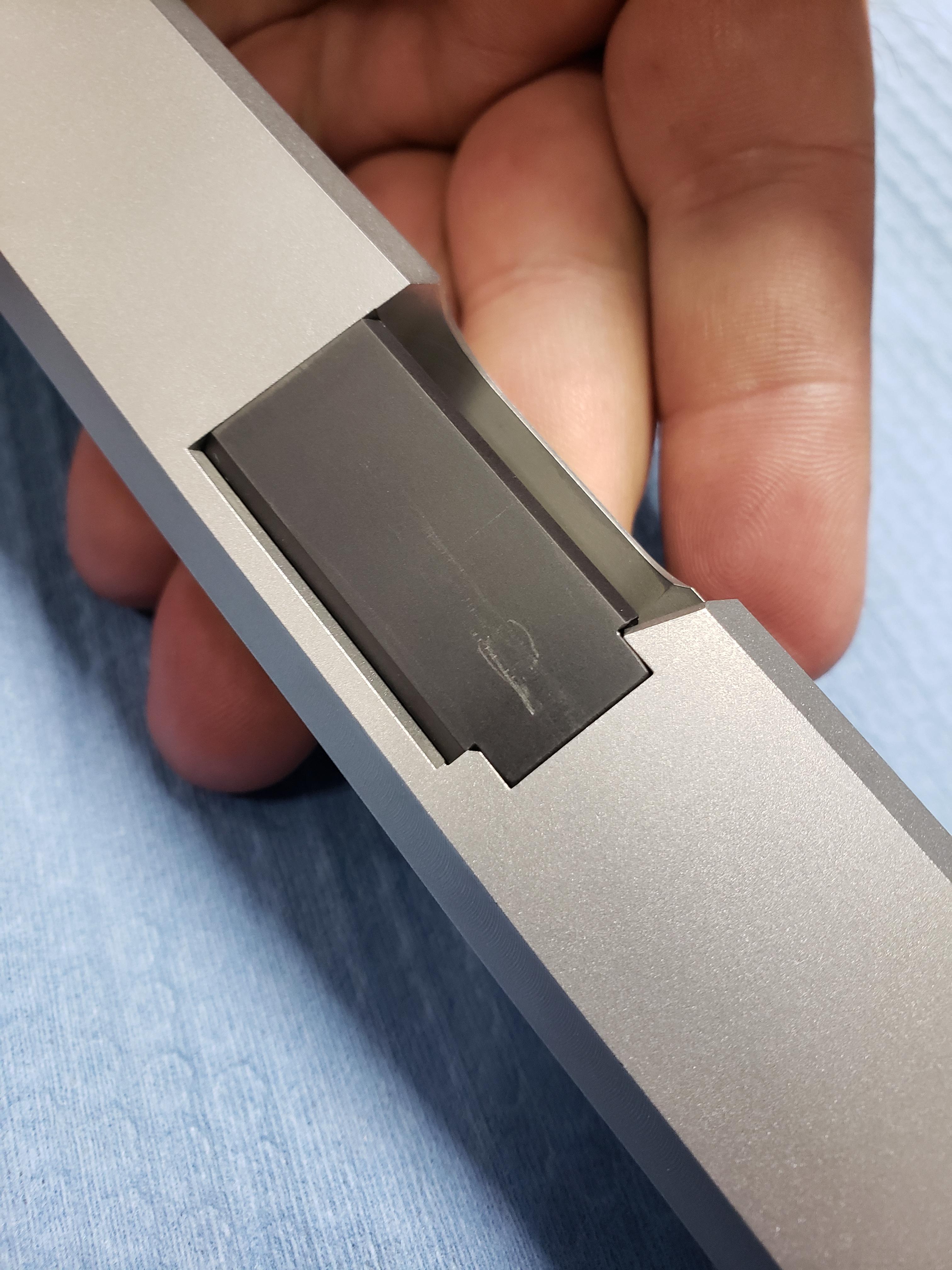
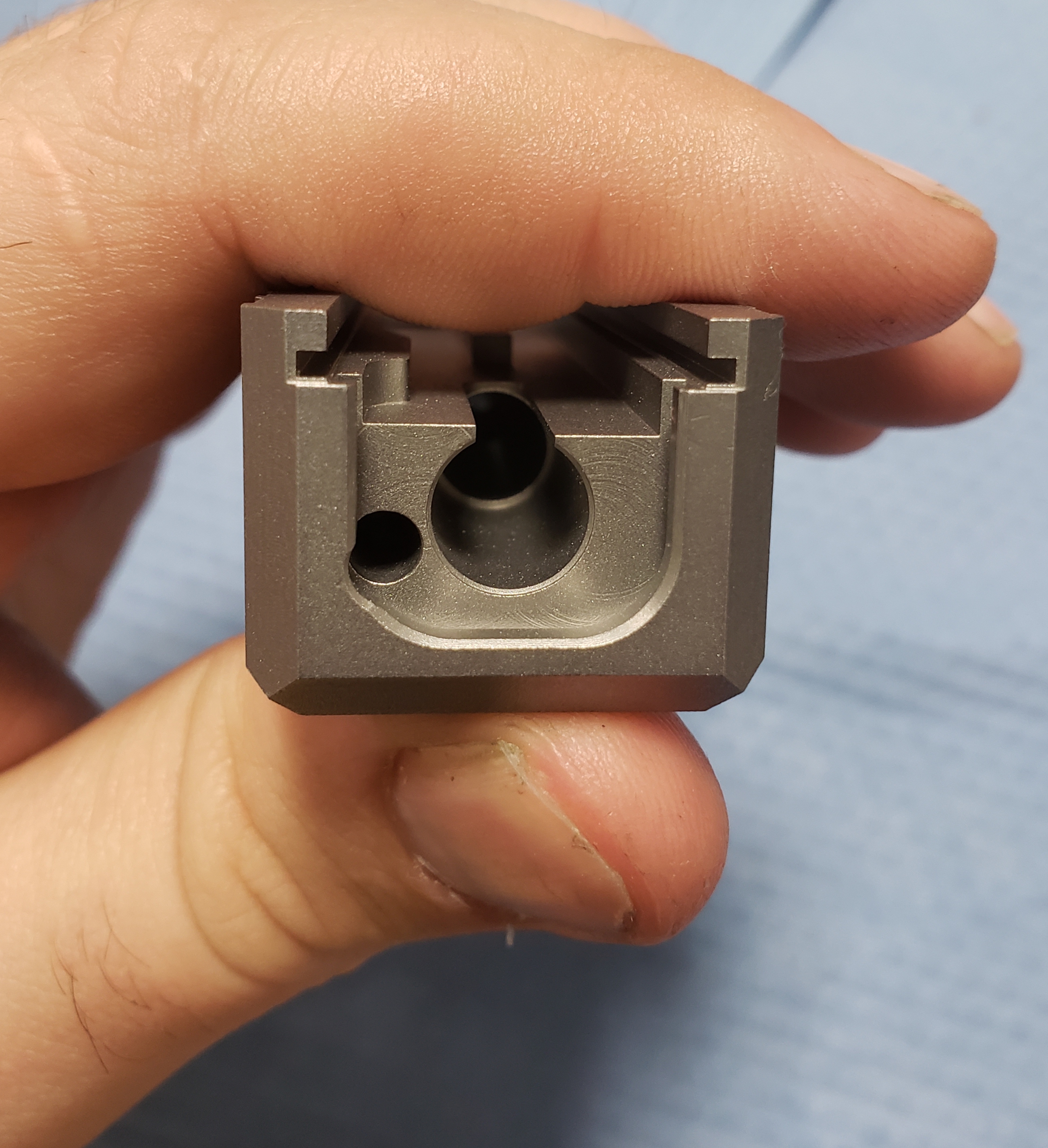
...Everything lines up good but the hole appear to be about .003-.005" to the right too much...
...
It ain't goin to space, man.
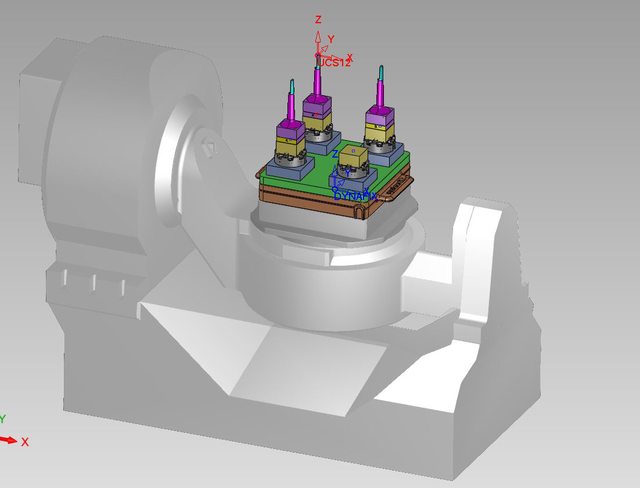
I doubt you had a burr or anything throw you off. The nature of that set up, long workpiece, held at the bottom, long electrode, held at the bottom, makes ending up on perfect location VERY difficult. If either, or both are held just a couple of thousandths out of square, you'll be off a bit over the length of that burn.
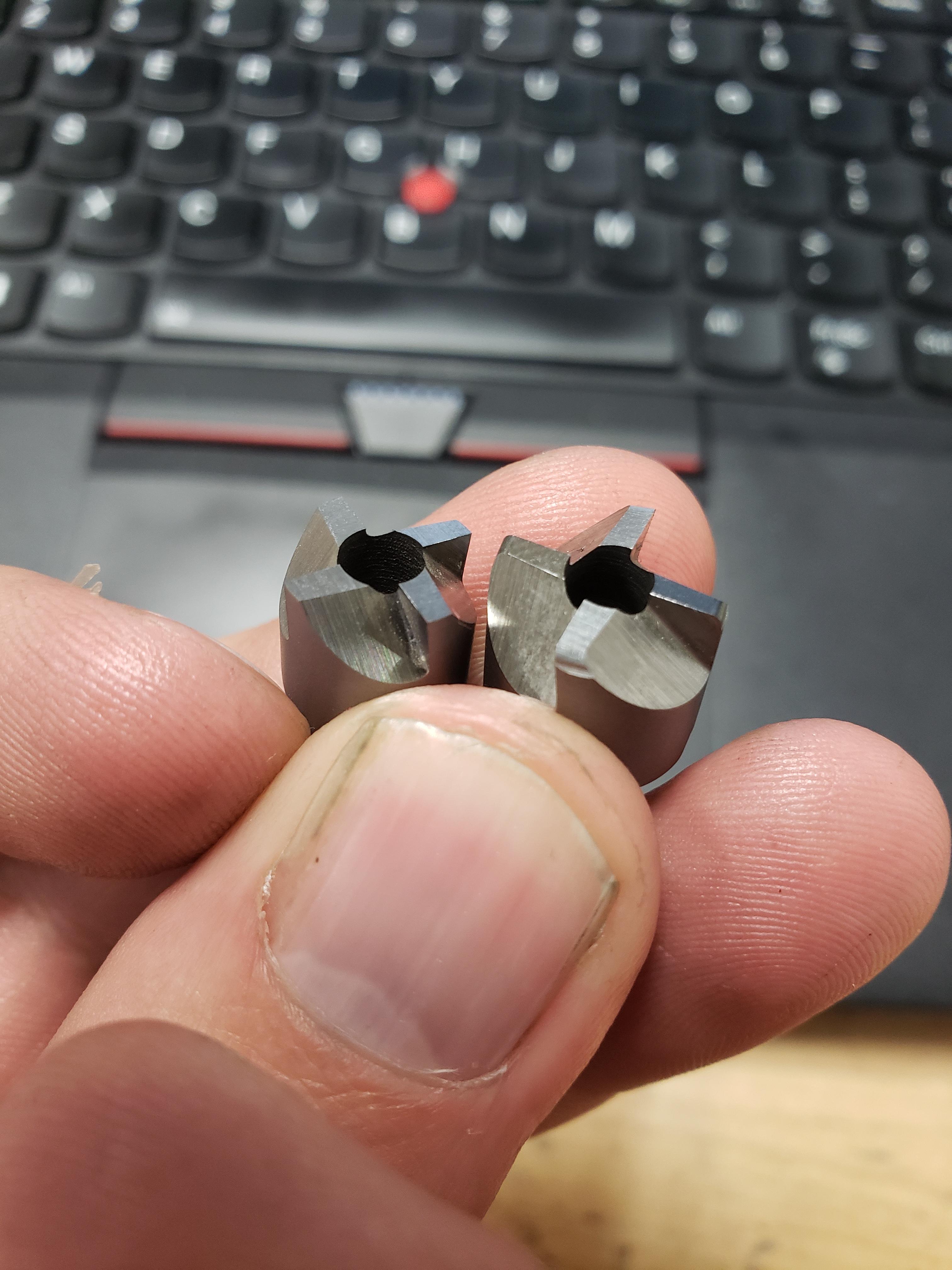
When we make electrodes, we cut the trode on the same fixture we use in the burner. That eliminates half of the potential problem.
Of course I cheat and cut them on a 5 axis mill
...Really would love to do more multi axis stuff, never really got to work with them. Yet, anyways.


Meh, it's just 2 more axis.
But it makes for millions of more ways to crash.
Meh, it's just 2 more axis.
But it makes for millions of more ways to crash.



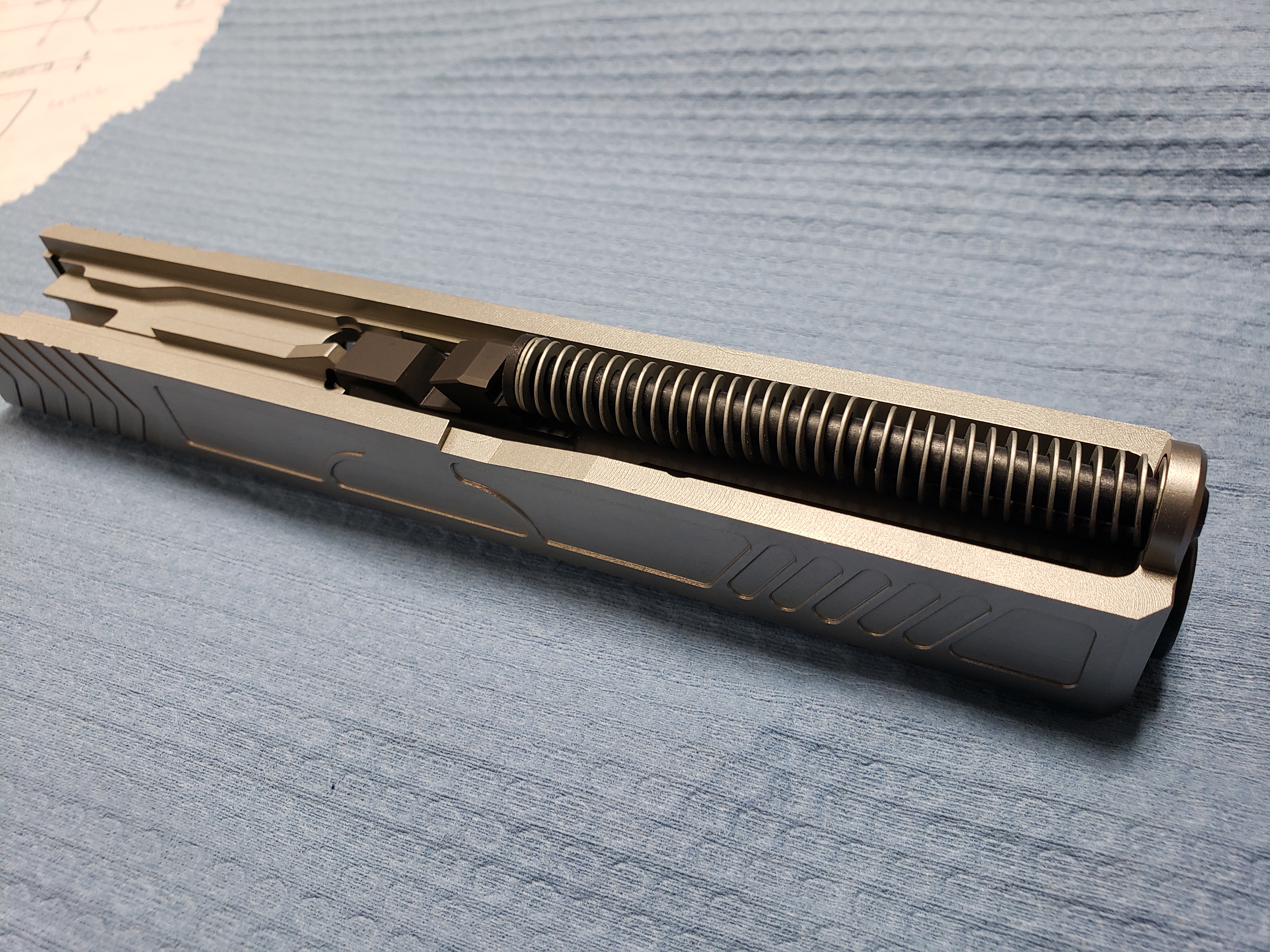

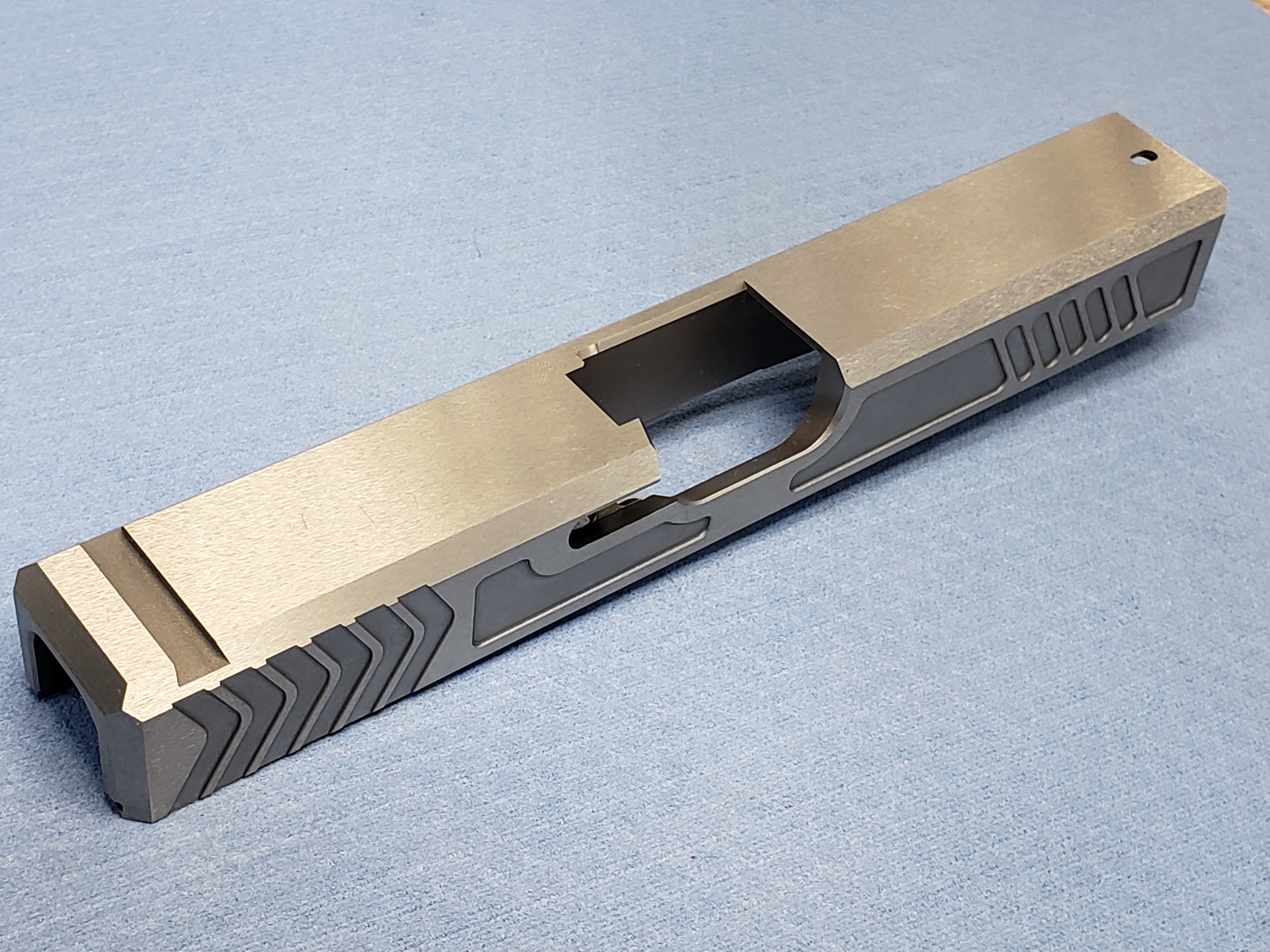
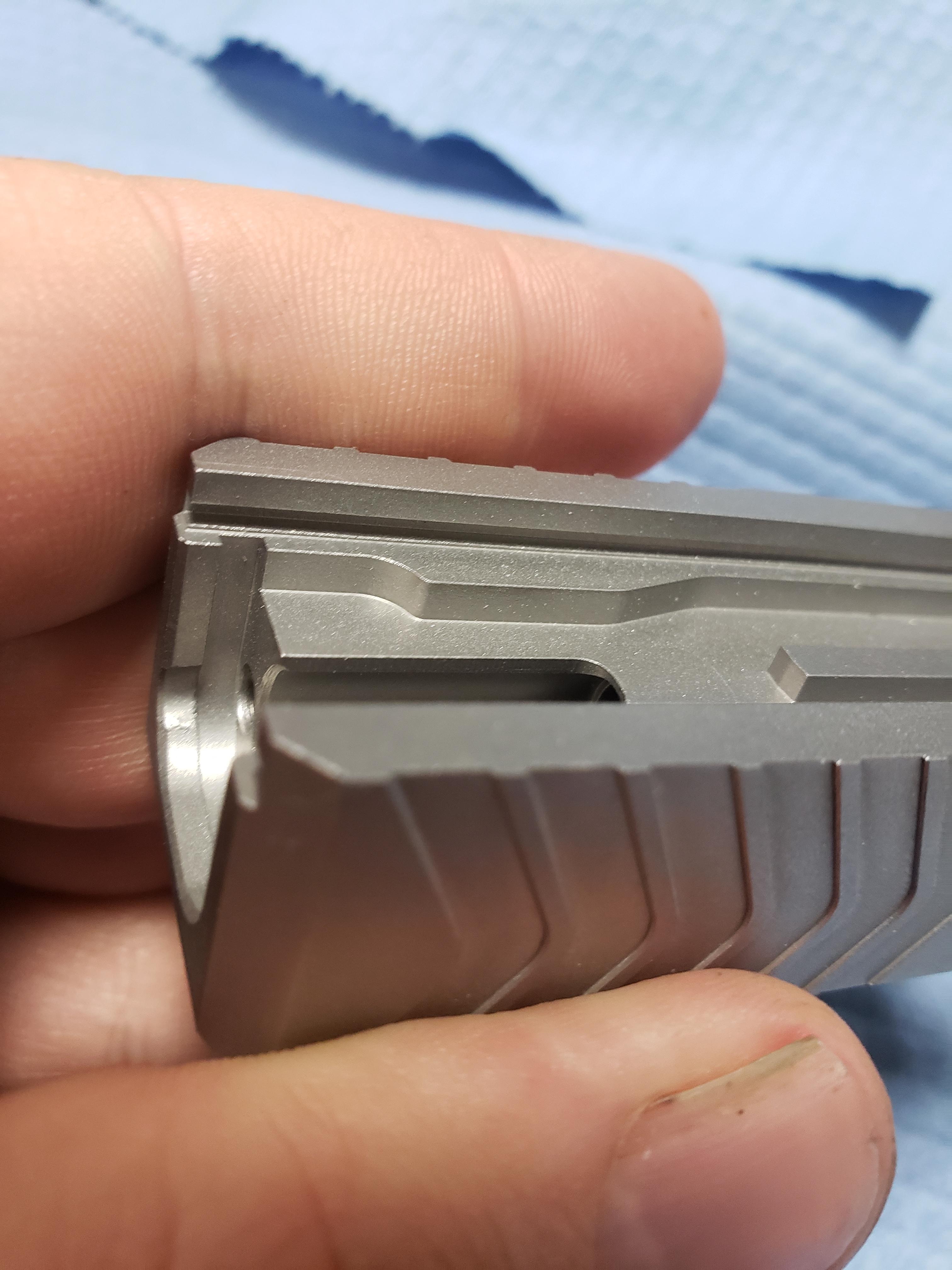
Took a detour from the M2 last night. Fitted the barrel and the recoil spring.


I do enjoy this thread watching your progress is interesting even tho I don’t get it all. Keep up the good work